

Expert torquing solutions for leak-free critical joints - delivered with accuracy, safety, and efficiency.

Safe, accurate flange alignment and pulling services that eliminate stress, prevent leaks, and prepare every joint for flawless controlled bolting.

Flange spreading and hydraulic nut splitting to protect your assets.

Ensure every bolt is loaded accurately, safely, and efficiently with Hydratight’s expert hydraulic tensioning services.
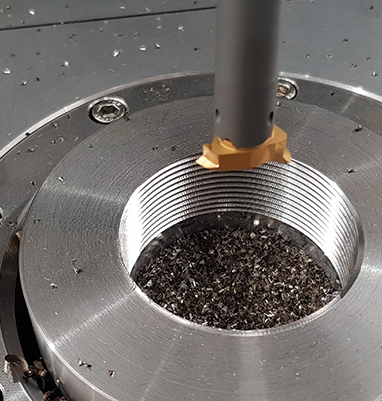
Precision-Controlled On-Site Stud Removal and Thread Restoration

Critical holes fixed on-site in any environment. Precision you can rely on.
Precision on critical components without compromise - on-site, and right first time.
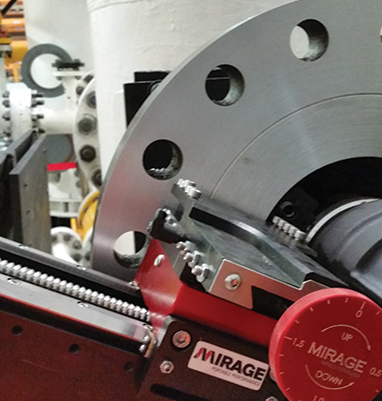
Expert in-situ machining to restore sealing surfaces to exact standards - no compromise, no leaks.

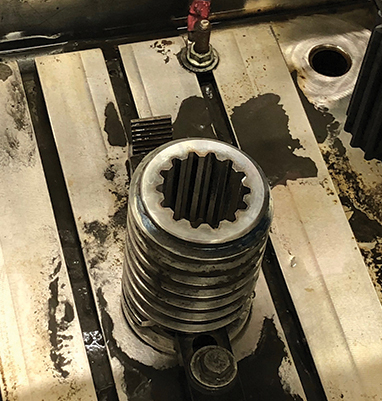
Restore worn bores on-site with machine shop accuracy

Critical surfaces demand precision. Hydratight delivers it on-site.

Critical measurements, proven accuracy. Proven techniques and the latest technology delivering measurements you can depend on
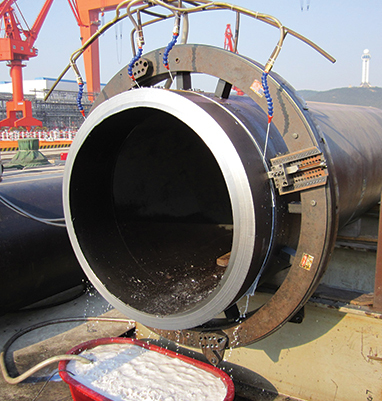
Precision weld preparation at your site for virtually every pipe size

Composite wrapping and repair services to restore integrity to corroded, damaged, or leaking pipework - fast, safely, and reliably

Maintain production, protect integrity, and replace bolts safely without shutting down your operations.

Safe, precise, and efficiently executed tie-ins and modifications - without shutting down your operation.

Safely verify piping integrity and protect your workforce while reducing downtime and maintenance costs
Minimize downtime and keep your plant running safely with engineered on-line leak sealing.

Keep your plant running while safely isolating pipework for maintenance or modifications.

Ensure your safety systems perform flawlessly without disrupting operations or increasing costs.
Create safe, inert environments with nitrogen purging services.

Remove fouling and scale for fast, reliable return to service.

Chemical-free hydro jetting for fast, effective system cleaning.

Safe, efficient lube oil flushing for turbines, compressors, and more.

Clean steam lines safely with expert steam blowing services.

Remove debris and liquids safely with expert air blowing.

Fast, safe water flushing to protect your assets.

Locate leaks quickly and accurately with nitrogen or helium.

Ensure system reliability and compliance with hydrostatic testing.

Safe, precise pneumatic testing for contaminant-free system verification.

Restore and protect your assets with pipeline chemical cleaning

Pipeline de-watering service for safe, on-schedule commissioning.
Full product evacuation and cleaning for compliant, reliable, and risk-managed operations

Safe, efficient drying for commission-ready pipelines

Pipeline flooding and hydro-testing services for safe, right-first-time results.

Protect pipelines and personnel with controlled nitrogen purging.

Restore and protect your assets with our pipeline mechanical cleaning service

Safely displace pipeline products with minimal contamination risk.
The safety of our customers and the integrity of their assets is paramount. We share that responsibility deeply, ensuring our technicians
are fully accredited, experienced and obsessively committed to zero-incident rate.
Hydratight pioneered the concept of Integrity Assurance – defining the very standards the industry follows today.
Our experts serve on key technical committees, shaping global best practices, standards, and guidelines.





For over three decades, Hydratight has set the global benchmark in joint integrity and mechanical solutions - protecting assets, people, and
performance. Our mission is simple: to safeguard the integrity and productivity of your operations. Every flange, bolt, and joint we touch is
backed by world-class technical leadership, precision engineering, and continuous innovation.
Locations Worldwide
Years Proven Joint Integrity Experience
Global Team
Professionals Trained
Discover what our clients say about the quality, reliability, and results we deliver.
Their testimonials showcase the trust and confidence we bring to every project we undertake.
Get in touch with our team of experts today to discuss your project needs. Our specialists provide tailored solutions, reliable advice, and proven results, ensuring your operations run safely, efficiently, and with complete confidence.
Learn how our solutions keep operations safe, efficient, and productive.




